High-temperature composites for aerospace
University of Birmingham Professor of Ceramic Science and Engineering, Jon Binner FIMMM, discusses ceramics being tested to withstand 3,000 degrees C for potential aerospace use.

Ultra-high-temperature materials could help reduce the duration of long haul flights. In November 2019, the first experimental non-stop flight was undertaken between London, UK, and Sydney, Australia, by Qantas. Flying time for this world record 17,000km flight was 19 hours and 19 minutes, but imagine if this could be achieved in less than three hours. At speeds of roughly Mach 5 – about 6,180km/h – the leading edges of wings would glow white-hot, especially as the high altitude vehicle returned back into the atmosphere. But the time saving would be significant and in turn, offer a more pleasant experience for crew and passengers. Such speeds and times may be possible in the future as materials are being developed that can withstand temperatures up to approximately 3,000oC, well above the likely temperatures to be seen on the wing leading edges.
Research programmes
There are a number of research programmes focused on developing materials that can cope with ultra-high temperatures. These are usually in combination with other challenges such as the ablation caused by very high velocity gases and the need to withstand fast heating rates.
Many of these programmes are led by the military, which is interested in hypervelocity missiles. A missile capable of travelling at supersonic speeds requires a weapon that can fly even faster for a chance of defeating it.
There is also significant interest in using these new materials in civilian rocket nozzles, thermal protection tiles and leading edges. For example, as a rocket blasts off, the hot gases passing through the nozzle causes significant ablation, widening the throat and decreasing power. The current solution is to burn more fuel to compensate, but this is expensive and reduces payload. A nozzle with an ablation-resistant lining would mean less fuel is needed with a consequent decrease in costs and increase in payload capacity.
Developing such a nozzle liner and ablation-resistant tiles for civilian applications is the focus of work currently being undertaken within the Next Generation Ceramic Composites For Combustion Harsh Environments And Space (C³HARME) programme. This is a research project funded under the NMP-19-2015 call of the European Union’s Horizon 2020 framework.
Led by Italian National Research Council, Institute for Science & Technology for Ceramics (ISTEC), Research Manager, Dr Diletta Sciti, the project has 11 other partners, one of which is the University of Birmingham, UK.
In total, the C³HARME consortium comprises of 12 parties, including academic institutions, research centres, large companies and small-to-medium enterprises based across six European countries. The consortium ensures a critical mass of scientific expertise and excellence in areas, including materials science, engineering, materials modelling, process technology and industrial manufacturing scale up.
Other partners include Airbus Group, Ariane Group, Avio SpA, the University of Naples and DLR. The project started on 1 June 2016 and is due to end in May 2020. The value of the programme is approximately €8mln.
The main purpose of C³HARME is the design, development, manufacturing and testing of a new class of ceramic matrix composites based on ultra-high-temperature ceramic matrices reinforced with carbon-fibres (Cf).
Ultra-high temperature ceramics have been known for up to 50 years – they are largely based on the borides and carbides of the transition metals, especially hafnium, zirconium and tantalum.
Although these materials are difficult and expensive to process – requiring temperatures in excess of 2,000oC, combined with high pressures to densify – their primary disadvantage is that they are typical ceramics, i.e. they are brittle.
As such, they have low toughness, which leads to relatively poor mechanical and thermal shock resistance, both of which are limiting factors for their intended applications. Thus work is moving towards enhancing the ceramics by including reinforcement, usually with Cf, though work with silicon carbide products has been undertaken.
Ceramic composite
This has effectively created an entirely new class of material, the ultra-high temperature ceramic matrix composite (UHTCMC). Results so far suggest that borides perform better than carbides since the oxide layer formed is less likely to spall off due to the lower volume of gases produced during oxidation.
Also, the two best ceramics are zirconium and hafnium diboride. UHTCMCs based on the latter offer a higher maximum temperature, as they have been shown to survive at 3,000oC for many minutes, while zirconium diboride (ZrB2)-based ceramics are best restricted to about 2,500oC. But they are nearly twice the density at 10.5 vs 6.1g/cm-3 and the HfB2 powder costs approximately 10 times as much. As a result, all work within C³HARME is based on Cf-ZrB2 UHTCMCs.
There are a number of different processing routes that can be used to produce these materials, and the C³HARME consortium is examining four primary methods. Tecnalia, Spain, and ISTEC, are using the more conventional approach of wet forming the unfired composites then densifying them using a combination of high temperatures and pressures via hot pressing or the newer approach of spark plasma sintering (SPS). The results are very impressive and both tiles and nozzle liners have been successfully developed that are now being thermo-ablatively tested.
Among those performing the tests are University of Naples, Italy, and Deutsches Zentrum für Luft- und Raumfahrt (DLR) (German Aerospace Centre), which have testing facilities that include arc jets and rocket firing. These expose the materials to ultra-high-temperatures in excess of 2,500oC, combined with very high velocity gas flows that not only test the material in terms of its temperature capability, but also its ability to cope with extremely rapid heating rates and the ablation caused by the passage of the very large volumes of gas.
Airbus, Germany, is adapting its existing polymer impregnation and pyrolysis route used to make silicon carbide-based composites to see if it will be able to produce UHTCMCs for applications in tiles. The DLR is similarly adapting its reactive melt infiltration approach to create these new composites.
In contrast, the University of Birmingham is using the relatively low temperature process of chemical vapour infiltration (CVI). Related to chemical vapour deposition, which is used to produce coatings, in CVI a vapour is passed through a heated porous medium – such as a Cf preform – where it breaks down to deposit a solid that gradually fills the porosity.
A wide range of gases are available that will yield different ceramics, and rarely does the process temperature exceed about 1,000oC. This is the method by which carbon-carbon composites are made for use as aircraft brakes, with methane being passed through carbon-fibre preforms.
In the work at the University of Birmingham, 2.5D and 3D carbon-fibre preforms are initially impregnated with ZrB2 powder and the remaining porosity is filled with carbon by dissociation of methane – though work is also ongoing to deposit ZrB2 itself. This involves passing reactant gases, boron chloride (BCl3) and zirconium tetrachloride (ZrCl4), in a hydrogen and argon carrier gas mix through the Cf preforms. The reaction takes place at just under 1,000oC as the chloride gases are reduced by the H2 and ZrB2 is deposited within the preform.
This is very new work, but the aim is to have a UHTCMC composite that is composed of Cf impregnated with ZrB2 powder and with a ZrB2 matrix, rather than the latter being a pyrolytic carbon matrix. The expectation is that the UHTC matrix will be more resistant to oxidation and that an element of crack sealing will also occur yielding even better properties.
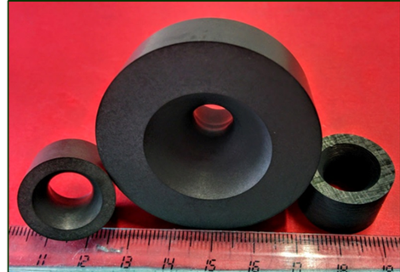
For the original carbon-fibre–zirconium boride powder–carbon matrix composites, however, small tiles have already been produced and tested satisfactorily. The University of Birmingham materials have survived three successive arc jet tests at DLR, initially losing about 1mm of the top surface during testing, but failing to lose any significant, further product, so described as a ‘nearly perfect’ ablator material.
Work is now focused on increasing the size of the tiles and producing nozzle liners. The major issue with the CVI approach is that it is inherently slow – it can take up to 1,000 hours to produce individual components. The fibre preforms need to be heated very slowly to maintain a uniform temperature profile.
Nevertheless, deposition still occurs preferentially on the outside – a process known as crusting – so, periodically it must be stopped and the preforms removed, the surface machined to reopen the pore channels, and the process restarted. It can take up up to four runs over three months to complete densification. For aircraft brakes, a solution is to make very large numbers of components at a time in big chambers.
Radio frequency
For bespoke items, this approach is unlikely to prove economical, thus the University of Birmingham has set out to speed up the process. By using radio frequency (RF) heating to raise the temperature of the carbon-fibre preforms and in a parallel project, microwave heating to do the same for silicon carbide fibre preforms, the time can be greatly reduced. In both cases the advantage is that the preforms develop an inverse temperature profile, i.e. the centre becomes hotter than the surface.
This means deposition occurs from the inside out, hence there is no crusting and no need for slow heating of the preforms or repeated machining cycles. This has reduced the process time from the conventional approximate of 1,000 hours to about 100 hours for the SiCf/SiC composites using the microwave CVI process, and about 24 hours for the Cf/UHTC composites made by the RF CVI process.
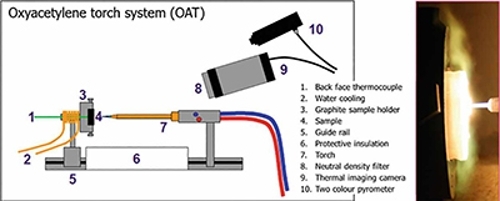
Although the key elements are being performed in the rocket testing section of the Aerospace Section of the Department of Industrial Engineering at the University of Naples, Italy, and the Institute of Aerodynamics and Flow Technology at DLR, quick screening has been undertaken using the oxyacetylene and oxypropane torch facilities at the University of Birmingham. The former can generate temperatures of up to 3,000oC, and heating rates of 1,000oC/s1 are achieved by rotating the sample into the flame. The heat flux has been measured at approximately 17MW/m2, while the flame velocity has been measured at Mach 0.6, the latter about an order of magnitude lower than required by the end applications. Nevertheless, the technique has proved to be very useful for rapid screening tests – 10 or more tests can be undertaken in a single day. The materials currently being worked on within the programme have all passed this rigorous testing regime.
By the end of the C³HARME programme in mid-2020, the technology for making these UHTCMCs should have reached TRL 5 to 6.