A new type of wallboard
Queen’s University Belfast KTP Associate - Materials Scientist, Dr Timothy Aiken, with Drs Daniel McPolin and Mark Russell, discuss how testing is helping advance performance of magnesium oxychloride boards for construction.
Magnesium oxychloride building boards have emerged as a new sheeting material in the construction industry, used as an alternative to fibre cement, gypsum plasterboard, plywood and other sheeting materials. They are used in a variety of internal and external applications including sheathing, wall/ceiling linings, render carrier systems and prefabricated wall systems. One of their main advantages is excellent fire resistance with the ability to achieve classified fire ratings of up to 120 minutes for wall/ceiling assemblies containing magnesium oxychloride boards.
There are typically three main components in magnesium oxychloride boards, namely magnesium oxychloride cement paste, lightweight fillers and layers of interwoven glass fibre mesh. The cement paste is produced from a reaction between magnesium oxide (MgO) and solutions of magnesium chloride (MgCl2). There are two main hydrate phases formed as a result of this reaction, being magnesium chloride hydroxide hydrates, specifically, 5Mg(OH)2.MgCl2.8H2O (5-phase) and 3Mg(OH)2.MgCl2.8H2O (3-phase).
Additionally, magnesium hydroxide (Mg(OH)2), sometimes referred to as brucite, is a phase which occasionally forms depending on the proportioning of MgO and MgCl2. The lightweight fillers are typically wood fibre and perlite, which both contribute to low density. The wood fibre also helps to provide the board with a degree of flexibility. Finally, the top and bottom of the boards consist of layers of interwoven glass fibre mesh, with variations in the number of layers used and the mesh grid size. The mesh has a significant influence on the structural properties of the board, such as bending strength.
In addition to their fire resistance, magnesium oxychloride boards have many advantages when compared with traditional board types. For example, they are less dense than fibre cement boards, reducing loads on buildings and making handling easier for construction workers. Also, cutting magnesium oxychloride boards does not require sophisticated or expensive equipment, a simple score and snap method can be applied, often requiring only a knife.
They are also much less susceptible to mould growth than boards made solely from wood, and are considered less toxic to humans than conventional resin-based particle boards. Magnesium oxychloride boards have also generated interest due to their lower environmental impact when compared with other cement-based boards. This is due to the adoption of a lower calcination temperature for magnesite - approximately 1,000°C - compared with the calcination of cement clinker - around 1,400°C. Fibre cement boards also undergo an energy-intensive curing process using high temperatures, whereas only moderate temperatures are required during the curing of magnesium oxychloride boards.
Under the surface
While magnesium oxychloride boards offer many virtues, recent reports have highlighted durability issues with their use in Denmark. During periods of high relative humidity, water drops had formed on the surface of some boards. These water drops were described as tears and the process gained the name of crying or sweating. The droplets have been associated with issues such as mould growth, corrosion of fixings and degradation of the board itself. There remain uncertainties regarding the cause, and the literature specific to these occurrences does not make clear the reasons for such isolated failures.
The Queen's University Belfast research aimed to assess the variability within magnesium oxychloride boards to determine if manufacturing and materials account for the type of failures reported in Denmark. In order to assess variability, we conducted tests on six magnesium oxychloride boards available in the UK market to determine if they are suitable for use in the construction sector without the risk of replicating problems encountered in Denmark. There are currently no standards for magnesium oxychloride boards as they are relatively new to the European market. Therefore, we used standardised tests for other board types as well as some non-standardised ones to gain an understanding of the quality and performance of each board. The results highlight the need for quality and manufacturing control to ensure good quality products which can withstand significant exposure to moisture.
Mechanism of failure
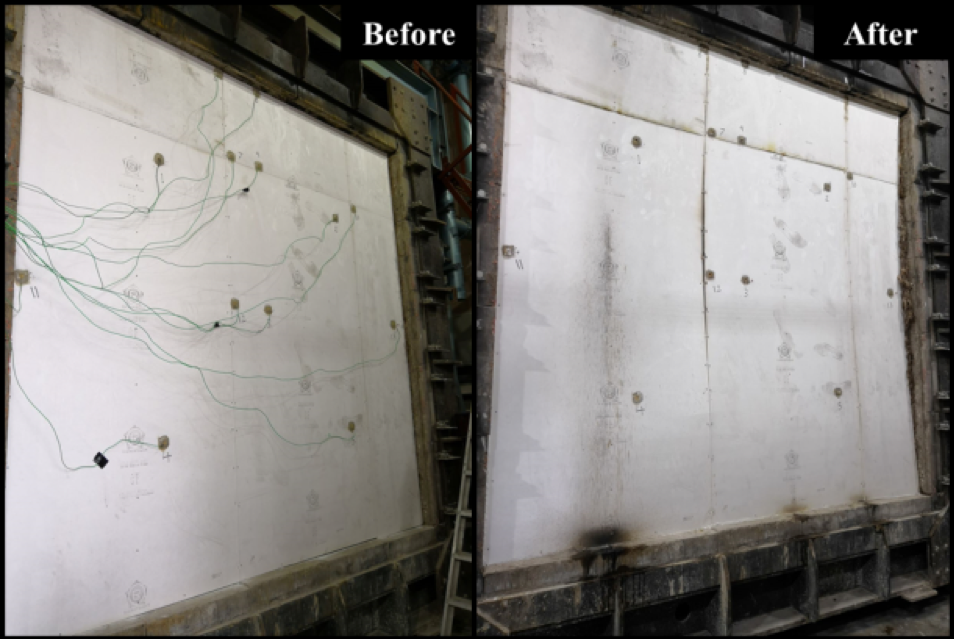
Our study identified the mechanism of failure for magnesium oxychloride boards by exposing them to extreme conditions of high temperature and humidity in the laboratory, which they are never likely to experience when in-service. Each board sample was powdered and agitated in a test tube with water for 24 hours and the composition of the powders, before and after exposure, and water solutions were analysed. Findings showed that exposure to excessive moisture causes a breakdown in the chemical structure of magnesium chloride hydroxide hydrate, which allows water molecules and Cl- ions to be released. This mechanism adequately accounts for the problems that ocurred in Denmark.
Testing involved three main strands for comparing six different magnesium oxychloride boards. Firstly, the chemical and mineralogical composition of each board was investigated. This was done by assessing the composition of each sample using X-ray fluorescence, X-ray diffraction and thermogravimetric analysis. The main mineral found in each board was five-phase magnesium chloride hydroxide hydrate, but the quantity varied from one board to another. The combined quantity of magnesium oxide, magnesium hydroxide and magnesium carbonate varied in each board between 0-16%. This highlighted the differences in types of raw materials used, the proportion of each raw material and the variability within those. This led to some differences in the reaction products formed which, in turn, affected the stability of the boards in humid environments.
Using the correct proportions of raw materials, particularly MgO and MgCl2, is crucial in order to obtain the optimum amount of 5-phase without having significant quantities of unreacted MgO or Cl- ions remaining. It is worth noting that for some boards, there appeared to be significant variation in composition across different locations in the same sheet, which suggested inadequate mixing procedures. Secondly, the physical properties of the boards were investigated including strength, water absorption and water permeability. The strength test was a three-point bending test carried out in accordance with BS EN 12467:2012. The bending strength values obtained for each board ranged between 6-23MPa which is a significant variation across the six boards investigated. The water permeability test was also carried out in accordance with BS EN12467:2012. Five of the six boards investigated passed the criteria provided in the standard documentation. The water absorption coefficient of each board was measured using a partial immersion method given in BS EN ISO 15148:2002. These results provided water absorption coefficient values of between 0.0023-0.0084kg/m2s0.5. Overall these tests highlighted significant variability from one board to another with a range of bending strength, water absorption and water permeability properties observed.
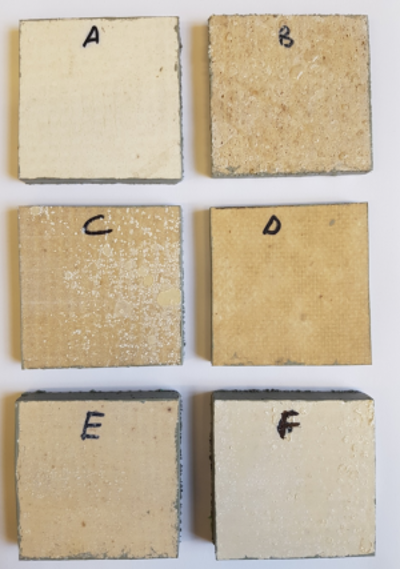
Finally, the boards were tested in accelerated exposure conditions at high temperature (30°C) and high humidity (90%) to determine how quickly crying would occur for each. Three of the boards cried within one month (top image, B, C, F), another after two months (E), while the remaining two did not cry even after eight months (A, D). This showed a significant variation in performance from the poorer to better performing boards.
Overall findings showed variability between boards in terms of chemical composition, mineralogy, physical properties and susceptibility to crying. These can be attributed to the use of correct mix proportions, the quality of raw materials and appropriate production procedures. For some boards, there also appeared to be significant variation in composition and performance across different locations in the same sheet, which suggests inadequate mixing procedures. The results described make clear that problems would occur if poorer quality boards were used, and the need for quality and manufacturing control to ensure products can withstand exposure to moisture.
While the mechanism of failure outlined is similar for each board, it is important to note this mechanism was obtained using extreme conditions which would not be experienced in-service, using extreme or accelerated exposure conditions, it is possible to make almost any material fail or deteriorate. In addition, two boards out of six exhibited exceptional performance in high humidity compared with their counterparts. Therefore, the next step is to identify the performance of boards in real life in-service conditions. A detailed testing programme is underway to determine service life.
Need for board-specific standards

As stated, there is no current standard documentation relating to magnesium oxychloride boards. The standard for fibre cement boards (BS EN 12467) is often used instead and is useful as a guideline or point of reference for testing. However, due to the difference in chemical makeup and performance characteristics, a specific performance-based standard is necessary for magnesium oxychloride boards.
Increasingly, variations of magnesium-based boards that contain sulphate are becoming available on the market. These are being presented as a viable alternative as they do not contain many Cl- ions. Early indications from testing we have carried out highlight problems such as the leaching of Mg2+ and SO42- ions following exposure to wetting and drying cycles. It is also worth noting that, in most cases, these boards have undergone far less testing than magnesium oxychloride types. To avoid the challenges that have emerged with magnesium oxychloride boards, it would be prudent to assess their long-term durability.
The long board game
In general, our research highlighted the extreme variability in quality and performance between magnesium oxychloride boards. There is a need to understand how this inconsistency correlates to in-service performance and to translate this information into specific standard testing procedures. This will enable consumers to have confidence in good quality boards that can last their intended service life.