Enter the ceramic matrix
The rise of ceramic matrix composites is an opportunity for the UK supply chain. The team at the National Composites Centre elaborate on the expanding applications and growing market.

NASA’s X-38 gliding high over California desert test range. Carbon fibres in a silicon carbide matrix were used in the manufacturing of the nose cap, leading edges and steering flaps
© NASA/Jim RossIn today’s dynamic world, industries across the globe are sharpening their focus on net-zero technologies using innovative materials to push the boundaries of component and application performance. One such class of materials, ceramic matrix composites (CMCs), is emerging as a game-changer, with their exceptional thermal properties unlocking efficiency and performance improvements.
Ceramic matrix composites combine the high-temperature capabilities of ceramics with the low mass, toughness and tailorable properties of composite materials. This unique combination makes them ideal for demanding applications where traditional materials fall short.
Subsequently, the market for this material is almost guaranteed to grow significantly as governments and industry start to actively legislate and pursue net-zero ambitions.
Development in terms of scaling-up has been limited in the UK, and the manufacturing knowledge and material production has predominantly resided in the US and subject to export control. However, the EU and APAC are now catching up and there are opportunities for the UK to capitalise on the growing demand.
Paving the way
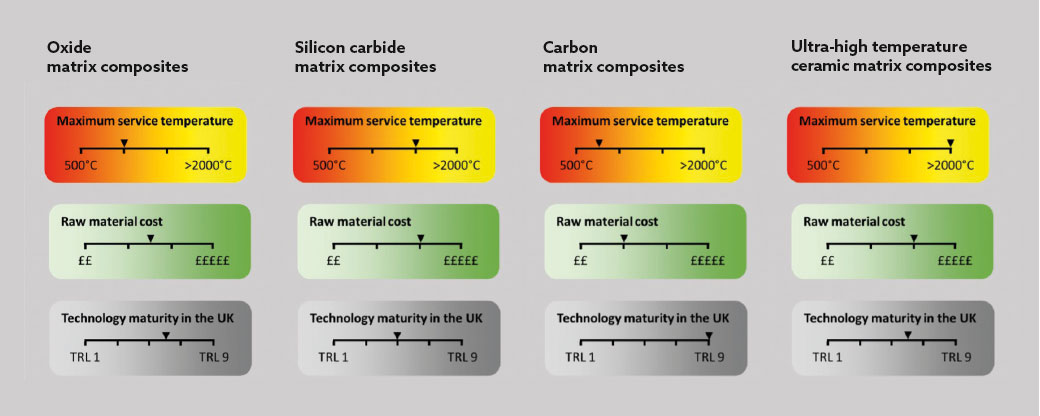
Carbon-carbon (C-C) CMCs are perhaps the most mature technology of the three CMC materials and have gained widespread deployment in high-performance brake applications.
This material has its roots, like many advanced materials, with NASA, as it was developed for re-entry vehicles in the 20th Century.
It is made from carbon fibre with a carbon matrix that is produced by thermally decomposing a phenolic-based resin in a furnace. The lightweight nature, superior thermal management that prevents fading, and excellent wear resistance have meant that they are already widely used in sports cars and aircraft brakes.
Tough nut to crack
Oxide-Oxide CMCs (Ox-Ox) are composed of continuous alumina-silica fibres embedded in a porous alumina slurry matrix material and typically supplied as a prepreg for manufacture into parts. The microstructural design gives them the increased toughness compared to monolithic ceramics, as they can partially mitigate crack propagation through blunting mechanisms provided by the dispersed porosity.
These materials also offer remarkable thermal stability, significantly lower weight, improved acoustic performance and excellent oxidation resistance.
This makes them particularly suitable for aerospace applications, where they have already been used as nozzle and mixer exhaust parts replacing heavy nickel-based superalloys. As such, the German Aerospace Center reports that many original equipment manufacturers (OEMs) are looking to expand this technology into more hot gas path components to save tens of kilogrammes per engine. This weight reduction contributes to a reduction in the order of thousands of kilogrammes of CO₂ emitted annually, per wide body aircraft, according to the UK Aerospace Technology Institute fixed trade calculator.
This focus on mass reduction and higher service temperature is a key driver for civil aerospace as both factors have a significant effect on fuel consumption and therefore operating margins and emissions.
The CMC components also need less cooling air than nickel-based superalloys and are part of a suite of other technologies that have contributed to a 15% fuel saving for the GE LEAP engine over its predecessor. The engine has one CMC component, a turbine shroud lining its hottest zone, so it can operate at >1,300°C.
Extrapolating this out to the real world, even these seemingly small savings in fuel have significant monetary value. Using the example of the route between London Heathrow, UK, and John F. Kennedy International Airport, USA, the approximate one-way fuel costs are more than £20,000, with an average of about 20 flights per day – a 15% reduction in fuel consumption potentially equates to millions of pounds saved annually for airlines.
Another key driver for the uptick of material research is associated with the significant reduction in raw material cost.
Historically, costly pre-impregnated fabric materials have been favoured due to their maturity and lower barrier to entry when it comes to making parts, and Ox-Ox materials have traditionally been manufactured using wet-hand lay-up, not dissimilar to organic matrix composites material processing. The only difference is that the autoclave cured product requires firing in a high-temperature furnace (>1,000°C) to sinter the ceramic.
However, recently, use of a unidirectional tape material, approximately a third of the cost of the fabric equivalent, has seen a significant increase in the processing of this material using automated techniques. This makes the business case for replacing metallic parts much more appetising for OEMs.
Recent work at the National Composites Centre (NCC) has developed UK design and make capability and delivered full-scale engine demonstrator components. Further work, funded by the Aerospace Technology Institute, is continuing Ox-Ox research activities in the UK and there is a push to develop a capable UK supply chain from which to source the parts.
Empowering extreme environments
Silicon-carbide-silicon-carbide CMCs (SiC-SiC) offer a step up in operating temperatures relative to their oxide-based cousins and possess exceptional mechanical properties, increased thermal conductivity, corrosion resistance, desirable neutron interaction and high specific strength.
These enhanced properties are thanks to a fibre-matrix interface that produces a pseudo-ductile failure mechanism preventing catastrophic failure. These CMCs are therefore the preferred choice for applications exposed to extreme environments such as turbine sections and nuclear reactors.
However, this technology is less mature, particularly in the UK. The challenges with scaling this material for industrial application are plentiful. The primary obstacles for the UK are export controls, global supply volumes of raw material, price of fabric/fibre and composite densification due to the higher temperatures required.
Nevertheless, the UK is well established in terms of academic activity for this material system and now needs to move to cross ‘the valley of death’ – the gap between Technology Readiness Levels 4-6 – to bring products to market.
Ongoing work between the UK Atomic Energy Authority and the NCC is taking the first steps to scaling this technology for fusion reactors, off the back of a Henry-Royce-funded programme.
The UK supply chain can position itself as a leader in delivering SiC CMC solutions using its academic experience and help reduce such barriers over time, to capitalise on its engineering heritage and expertise in high-temperature processing of this future material.
Fighting talk
The excellent thermal shock resistance and low coefficient of thermal expansion of CMCs make them well suited for all the above applications, but there is now a significant resurgence in demand for military applications, with additional functional additives called ultra-high temperature ceramics.
Ultra-high temperature ceramic matrix composites (UHT-CMC) are advanced materials specifically engineered to withstand extreme thermal environments. These composites combine the exceptional heat resistance of ceramics with unimpeded mechanical strength, resulting in a synergistic combination that can endure temperatures exceeding 2,000°C. As a result, they are ideal for use in the leading edges of hypersonic aircraft, thermal protection systems for spacecraft, and various technologies where conventional materials would fail.
Ongoing research in UHT-CMCs focuses on refining their microstructure and properties to unlock even greater potential in the most demanding environments. The UK supply chain can seize the opportunity of this increasing demand by aligning with the country’s need for materials for extreme environments.
Investing in the future
To fully harness the market potential associated with Ox-Ox, SiC-SiC and C-C CMCs, collaboration and investment are crucial. Multidisciplinary partnerships between academia, research institutions, manufacturers and end-users will foster innovation, enabling the development of manufacturing processes to bring them to the market.
The key enabling factor is that the UK supply chain boldly engages in such collaborative initiatives. By leveraging the UK’s expertise in organic matrix composites and high-temperature processing, it can, with investment, spawn a commercial market for the UK supplying these products, which is already thriving in the US and Japan and burgeoning in APAC and EU markets.
A recent review shows the global CMC market is still in a partially fragmented state with the window of opportunity closing before consolidation occurs and dominant manufacturers emerge.
In addition, challenges that arise from export control restrictions from US suppliers provide large gaps in the current supply chain outside the UK. This means there is a significant need for home-grown technology without these limitations so that material or components can be used in multiple economies.
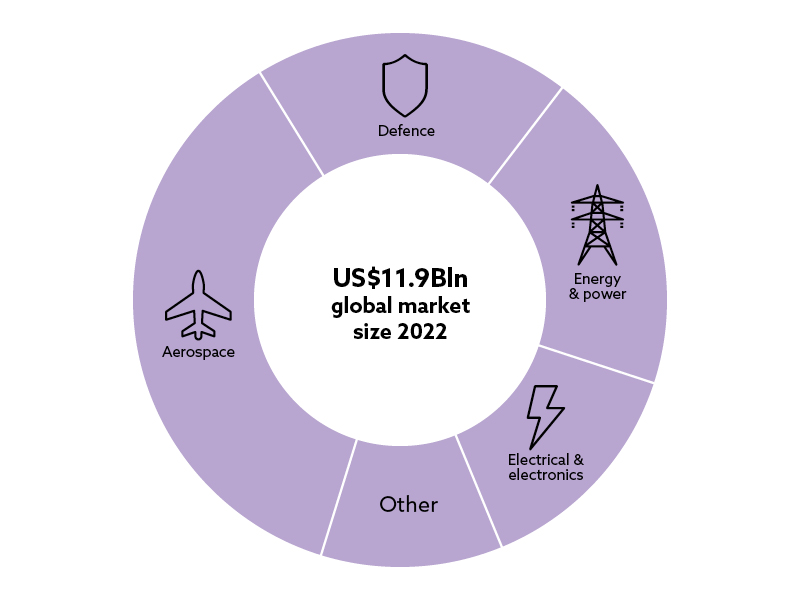
The reward for this risk is an expanded product portfolio and access into an infant multibillion dollar global industry that, according to MarketsandMarkets, is expected to grow 11% annually between 2023-28, from US$11.9Bln to US$21.6Bln. Moreover, with the ever-pressing need for governments to meet their net-zero targets in the coming decades, enabling technologies that require these advanced material systems, like CMCs, implicitly become more valuable as demand increases.
While the opportunities are clear, challenges must be overcome to ensure successful market penetration. These include, but are not limited, to scaling, reducing manufacturing waste and raw material costs, and addressing regulatory requirements. An emboldened supply chain, backed by robust engineering infrastructure and expertise in high-value manufacturing, combined with a focus on R&D, can place the UK among the front-runners in this growing global market.